Forno de Fusão por Indução 60T




Especificação do produto
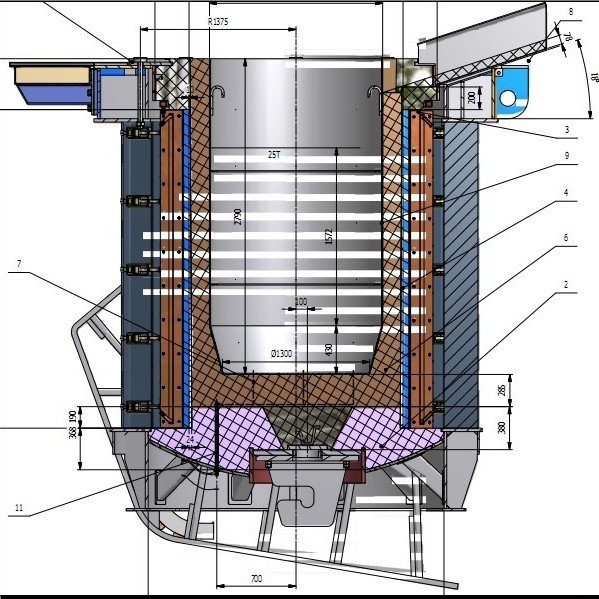
| Forno de indução 60TGW60-30000/0,15 | 2 conjuntos | Quadro fixo 2PCS |
| Corpo de forno tipo aberto 2PCS | ||
| Garfo 32 PCS | ||
| Bobina de indução 2PCS, espessura do tubo da bobina 11mm min. | ||
| distribuidor de água 2PCS | ||
| Tubos de entrada e saída de água, cada um conjunto | ||
| Molde de cadinho 1PCS |
Detalhes do produto
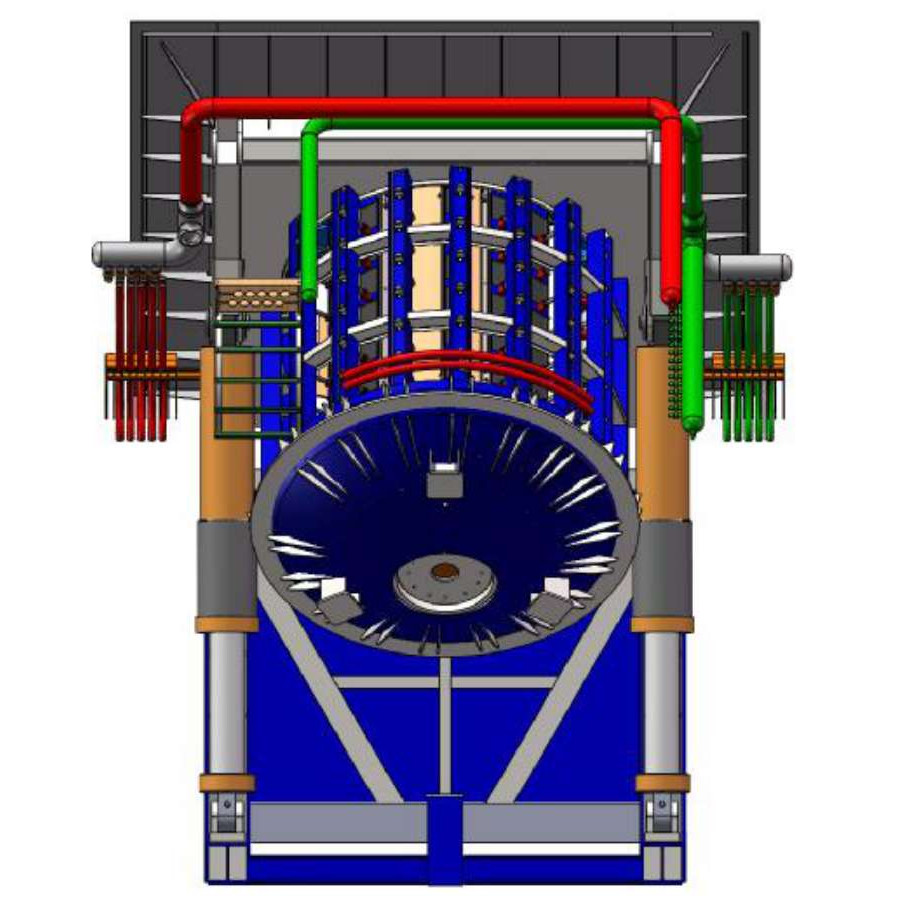
A bobina de indução é feita pelo método de enrolamento passo a passo, que é a tecnologia de patente da nossa empresa, o nome da patente de invenção é: método de enrolamento da bobina do forno de fusão por indução sem núcleo de alta potência (número da patente: 201410229369. X).O tubo de cobre da bobina de indução adota o cobre livre de oxigênio de alta pureza produzido pela Chinalco cobre, e a extremidade do tubo de cobre é soldada por solda de base de prata.O método de enrolamento avançado combinado com tubo de cobre de alta condutividade e tratamento de solda de prata no local de encaixe garante grande economia de energia da bobina de indução.
Esta bobina de indução após a passivação com jato de areia e uma série de processamento, com a pintura isolante de alta temperatura importada da Alemanha pulverizada três vezes, resolve completamente o problema do arco elétrico entre a bobina de indução tradicional.
Adotamos um processo avançado para lidar com o anel de resfriamento de água e a bobina efetiva na bobina de indução, e resolvemos o problema de arco entre o anel de resfriamento de água e a bobina efetiva na bobina de indução tradicional de forma eficaz
Yoke é feito de chapa de aço silício laminada a frio de alta permeabilidade.A espessura da chapa de aço silício é de 0,3 mm.O projeto de densidade de fluxo magnético abaixo de 6000 gauss.
Yoke é preso e suportado por ambos os lados da placa de aço inoxidável 304 e braçadeira de aço inoxidável 304 e haste fixa.O design da placa de aço inoxidável aumenta efetivamente a pia do superaquecimento do jugo oral, o tubo da pia pode suportar uma pressão hidráulica de 0,8 MPa, sem vazamento em 15 min.
A montagem do garfo após a dobra não é superior a 4 mm, a linha central da teoria e o desvio real da linha central não são superiores a 3 mm.



